Gwelodd panel CNC Cyfrifiadur HK330
Fideo Cynnyrch
Gwelodd panel CNC cyfrifiadurol HK330
1. Yn ôl lled y plât mewnbwn, torrwch y plât gofynnol a dychwelwch yn gyflym i'r cyflwr gweithio gwreiddiol.
2. Mae cyflymder torri yn cael ei reoli gan drawsnewidydd amlder, a all oresgyn platiau o wahanol drwch a gwahanol ddeunyddiau.
3. Mae'r bwydo yn mabwysiadu tabl gleiniau arnawf niwmatig, ac mae'r deunydd plât trwm yn hawdd i'w newid. Mae'r robot yn bwydo'n awtomatig, mae ganddo ddwysedd llafur isel ac effeithlonrwydd cynhyrchu uchel.
4. Defnyddio modur servo Delta wedi'i fewnforio i ddileu gwall artiffisial a gwella cywirdeb dimensiwn.
Paramedrau technegol
| HK330 | PARAMEDR |
| Cyflymder Torri Uchafswm | 0-80m/munud |
| Max Cludwr Cyflymder Uchaf | 100m/munud |
| Pŵer Modur Prif Lifio | 16.5kw (dewisol 18.5kw) |
| Cyfanswm Pŵer | 26.5kw (dewisol 28.5kw) |
| Maint Gweithio Uchaf | 3300L*3300W*100H(mm) 120H(mm) dewisol |
| Maint Gweithio Lleiaf | 34L*45W(mm) |
| Maint Cyffredinol | 5300L*5950W*1900H(mm) |

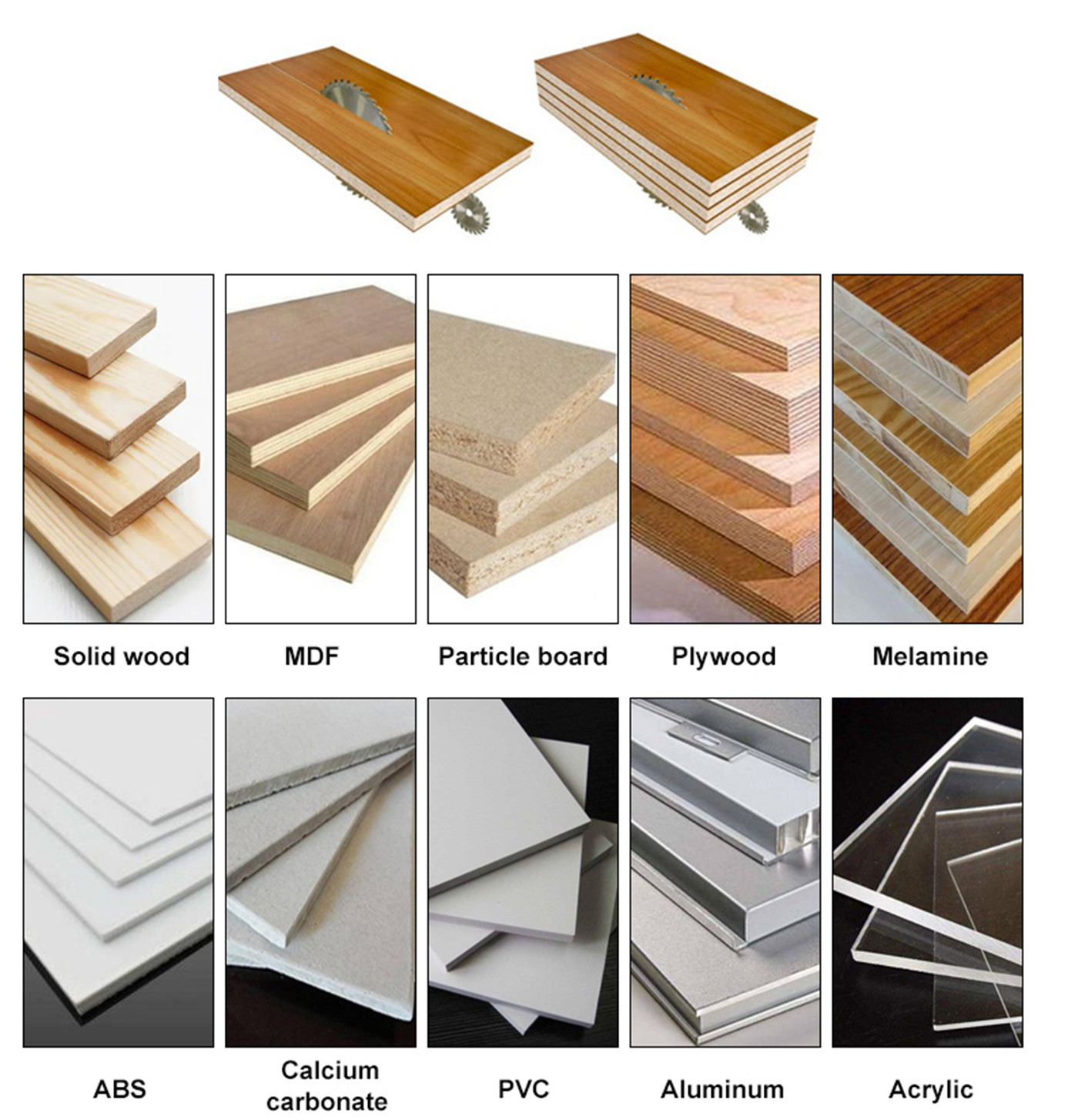
Cwrdd â gofynion prosesu plât mawr, gydag uchafswm maint llifio o 2800 * 2800mm a thrwch llifio o 105mm, a chymhwysedd ehangach

Servo clamp mecanyddol llaw 11 clip mecanyddol dylunio mwyaf sengl

Mae'r fraich robotig yn mabwysiadu lleihäwr gêr llyngyr manwl uchel a rac offer bwydo, gyda chywirdeb torri o ± 0.1mm
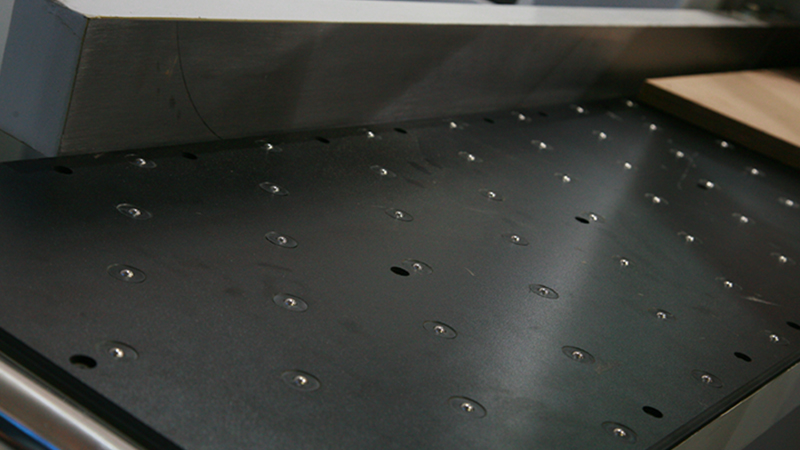
Gwneir y worktable o Platfform fel y bo'r angen Niwmatig.its hawdd iawn i symud y paneli
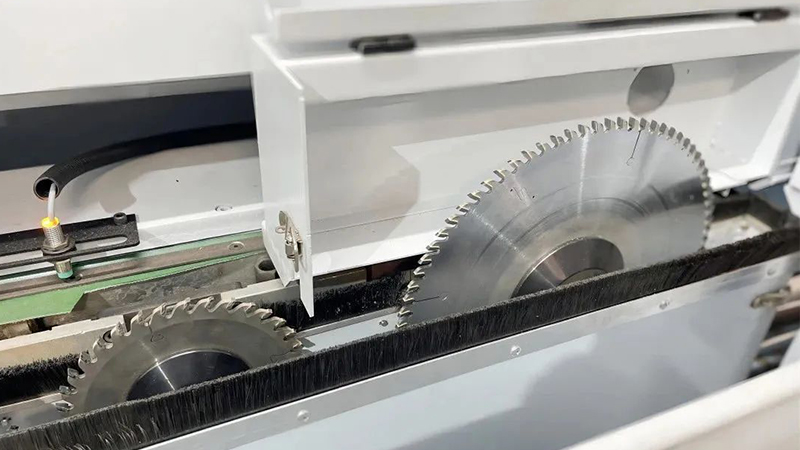
Gellid newid llif sgorio yn awtomatig yn unol ag anghenion llifio. Cydweithiwch â'r prif lif ar gyfer llifio o ansawdd uchel
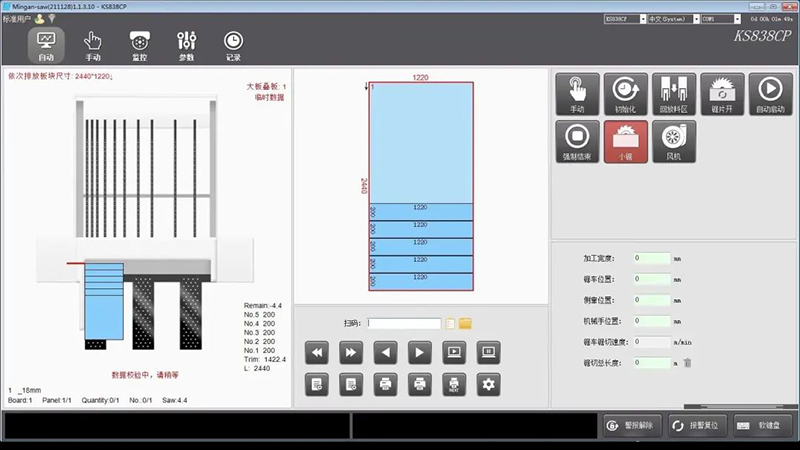
Meddalwedd optimeiddio dewisol ar gyfer optimeiddio gosodiad deunydd yn awtomatig a
Sampl