Gwelodd trawst panel cyfrifiadurol HK280
Fideo Cynnyrch
1, Llwytho Cyflym Niwmatig o'r Prif lafn llif
2, Rheoli drychiad gan lafn llifio yn ôl trwch plât torri llif
3, Rheoli uchder codi yn ôl trwch y bwrdd torri llif
4, Peiriant llifio aloi alwminiwm cryfder uchel wedi'i fewnforio
5, Gwelodd gyrru modur servo cerbyd
Paramedrau technegol
| HK280 | PARAMEDR |
| Cyflymder Torri Uchafswm | 0-80m/munud |
| Max Cludwr Cyflymder Uchaf | 100m/munud |
| Pŵer Modur Prif Lifio | 16.5kw (dewisol 18.5kw) |
| Cyfanswm Pŵer | 26.5kw (dewisol 28.5kw) |
| Maint Gweithio Uchaf | 2800L*2800W*100H(mm) 120H(mm) dewisol |
| Maint Gweithio Lleiaf | 34L*45W(mm) |
| Maint Cyffredinol | 5300L*5950W*1900H(mm) |

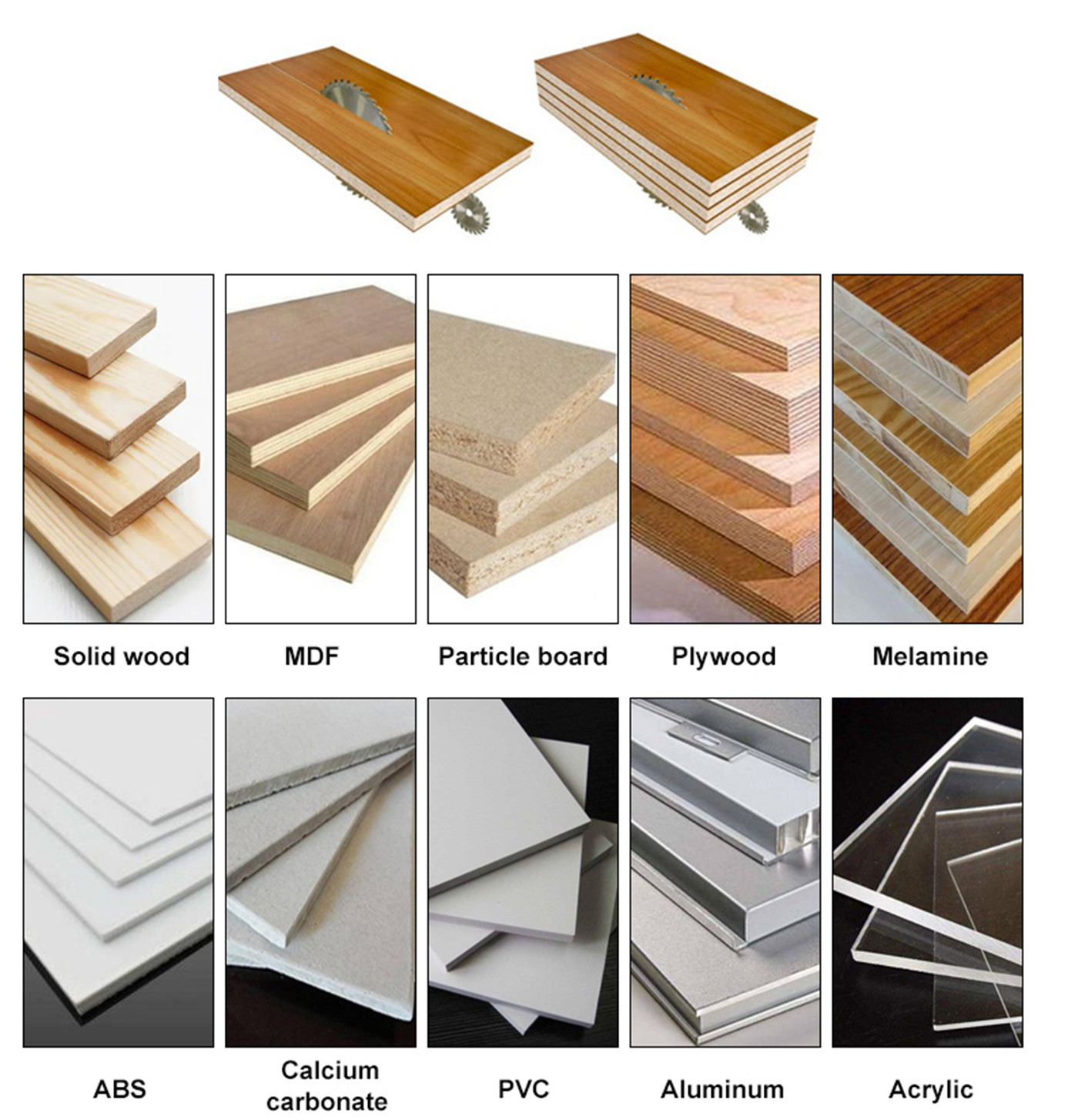
Cwrdd â gofynion prosesu plât mawr, gydag uchafswm maint llifio o 2800 * 2800mm a thrwch llifio o 105mm, a chymhwysedd ehangach

Mae'r fraich robotig yn mabwysiadu lleihäwr gêr llyngyr manwl uchel a rac offer bwydo, gyda chywirdeb torri o ± 0.1mm
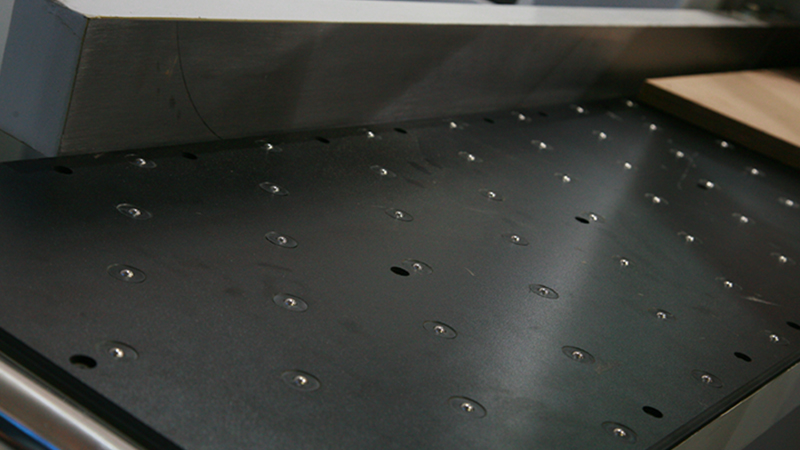
mae bwrdd gwaith wedi'i wneud o fwrdd gwrth-chwyddo gradd A wedi'i fewnforio gyda phlât arnofio aer, gan atal crafiadau ar y bwrdd yn effeithiol
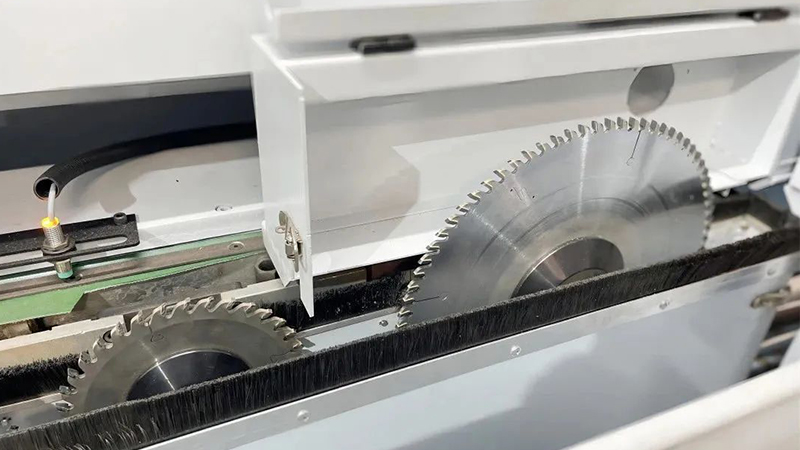
Gellid newid llif sgorio yn awtomatig yn unol ag anghenion llifio. Cydweithio â'r prif lif ar gyfer llifio effeithlonrwydd uchel
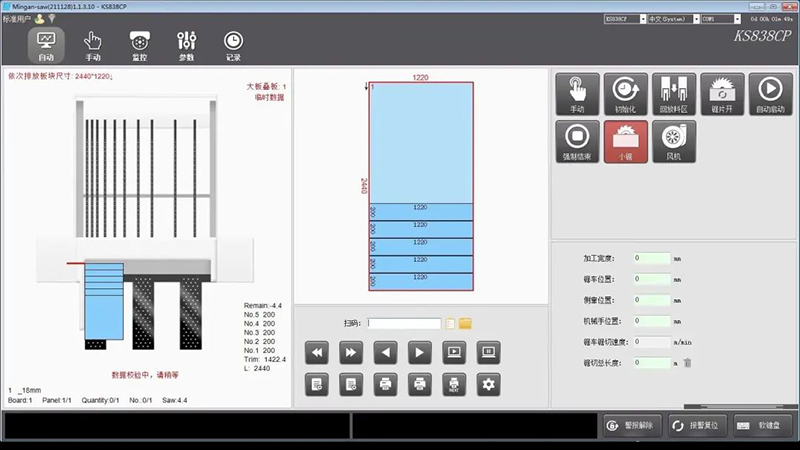
meddalwedd optimeiddio ar gyfer optimeiddio awtomatig o ddylunio deunyddiau a
llifio (opsiwn),Peiriant llifio trawst panel cyfrifiadurol
Sampl